











Как делают свечи: почему ваш главный инструмент решает всё
Глубокая аналитика свечного производства, где 90% успеха закладывается до первого грамма расплавленного воска.
В мире ручного производства свечей царит парадокс. Мастера годами оттачивают рецепты восковых смесей, коллекционируют редкие ароматы, экспериментируют с фитилями из семи стран. Они говорят о нотах бергамота, температуре плавления соевого воска и времени горения. Но при этом часто используют первый попавшийся инструмент для формовки — дешёвый, нестабильный, непредсказуемый. Это всё равно что шеф-повар мишленовского ресторана готовил бы на сковородке с кривым дном. Результат обречён на вариативность, а усилия — на тщетность.
Производство начинается не с воска. Оно начинается с формы. Это аксиома, которую не оспаривают в любой инженерной отрасли, но упорно игнорируют в нишевом ремесле. Именно форма определяет, станет ли свеча предметом гордости или источником скрытых убытков, будет ли процесс творческим или изматывающим.
Глава 1. Анатомия потерь: что такое «налог на брак» и почему вы его уже платите
Представьте себе идеальный производственный цикл. Мастер плавит воск, заливает в форму, через заданное время извлекает готовое, идеальное изделие. Себестоимость прозрачна: материалы + оплата труда за чистое время работы.
Теперь откроем закулисье типичной мастерской, работающей на устаревшем инструменте.
Сценарий А: «Форма закусила».
После остывания свеча не вынимается. Мастер тратит 10-15 минут на то, чтобы аккуратно, не повредив, выковырять её ножом или тонкой отвёрткой. В 30% случаев свеча всё равно ломается, отправляясь на переплавку. Потери: 15 минут времени высококвалифицированного мастера (а не разнорабочего) + 20% испорченного материала.
Сценарий Б: «Геометрия поплыла».
Свеча вышла, но её конус кривой, стенки имеют волны. Это не кондиция для продажи. Варианты: продать со скидкой как «некондицию» (имиджевые потери) или отправить на переплавку. Потери: 100% материала + энергия на переплавку.
Сценарий В: «Непредвиденная адаптация».
Из-за плохой теплопроводности формы время остывания каждого изделия растягивается. Вместо запланированных 50 свечей за смену мастер делает 35. Производственная мощность простаивает. Потери: недополученная выручка с 15 свечей.
Эти сценарии — не ЧП. Это рутина. Мастера настолько к ним привыкают, что включают в бизнес-модель как данность. Они бессознательно закладывают в цену не только свою работу, но и работу по исправлению ошибок инструмента. Это и есть «налог на брак» — скрытый сбор, который взимает не государство, а несовершенная технологическая база.
Экономисты компании «Маузер» провели десятки аудитов небольших производств. Результат шокировал самих владельцев. Средний «налог на брак» колеблется от 22% до 38% от потенциальной выручки. То есть, из каждых 100 000 рублей, которые мастер мог бы заработать, 22-38 тысяч безвозвратно уходят на покрытие потерь, созданных плохой формой. Это не операционные расходы — это дыра в бюджете.
Вывод первой главы: Если вы не измеряете процент брака от форм — вы не управляете бизнесом. Вы субсидируете производителей некачественного инструмента своим временем, материалами и нервами.
Глава 2. Форма vs. Инструмент: эволюция от «железки» к инженерной системе
Исторически форма для свечей была предельно простой — выдолбленная деревянная колода, глиняная полость, жестяная гильза. Её задача была примитивна: удержать жидкий воск, пока он не застынет. Качество свечи зависело почти исключительно от ловкости рук мастера, выравнивающего дефекты вручную.
Современное премиум-свечевание требует другого подхода. Свеча — это сложный продукт с жёсткими требованиями:
-
Эстетика: Безупречная геометрия, гладкая поверхность.
-
Функциональность: Ровное горение, заданное время.
-
Экономика: Повторяемость и скорость.
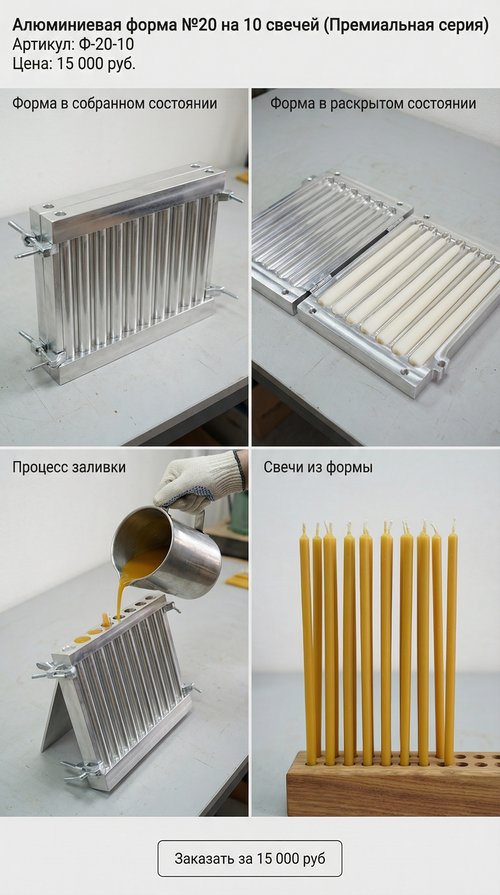
Удовлетворить эти требования «дедовским» инструментом невозможно. Нужна не форма, а технологическая система. Рассмотрим её на примере Forma №80, разобрав по винтикам.
Элемент 1: Материал — сплав АК7Ч (АЛ9).
Почему не сталь? Сталь прочна, но имеет низкую теплопроводность. Воск в такой форме остывает неравномерно, что ведёт к внутренним напряжениям, деформациям и «усадкам».
Почему не чистый алюминий? Он слишком мягок, быстро царапается и теряет геометрию.
Сплав АК7Ч — это компромисс инженеров. Алюминий обеспечивает теплопроводность в 4 раза выше, чем у стали — это значит быстрый и равномерный отвод тепла. Кремний в составе сплава повышает твёрдость и износостойкость. Результат — стабильный температурный режим и срок службы в десятки тысяч циклов, а не сотни.
Элемент 2: Термический расчёт — толщина стенки 12 мм.
Это ключевой параметр, определяющий «термическую инерцию». Форма должна выступать не просто ёмкостью, а тепловым аккумулятором. Слишком тонкая стенка (3-5 мм) будет моментально нагреваться от воска и так же быстро остывать, не успевая передать тепло дальше. Это приводит к резкой, стрессовой кристаллизации воска у стенок при ещё жидкой сердцевине — гарантия трещин.
Слишком толстая стенка (20+ мм) сделает форму неподъёмной и экономически невыгодной.
12 мм — это рассчитанный баланс. Форма достаточно массивна, чтобы плавно забрать тепло и обеспечить постепенное, направленное остывание от стенок к центру. Это физика, зашитая в металл.
Элемент 3: Геометрия — уклон в 87 градусов.
Визуально неотличимый от прямого угла, эти 3 градуса — результат сотен тестов. Прямой угол (90°) создаёт зону механического зацепа. Свеча, сжимаясь при остывании, плотно прилипает к стенкам.
Угол в 87° создаёт минимальный, но достаточный конус. Свеча при остывании чуть «проваливается» вниз, теряя контакт со стенками. Эффект «самоотлипания» сокращает время извлечения до 2-3 секунд и исключает механические повреждения.
Элемент 4: Поверхность — полировка до 0.1 Ra.
Ra (Roughness average) — среднее арифметическое отклонение профиля поверхности. 0.1 Ra — это уровень, приближенный к зеркалу. Цель — не блеск, а минимизация площади контакта.
Любая микронеровность — это якорь для воска. При полировке до зеркального состояния молекулам воска просто не за что зацепиться. Свеча выходит с поверхностью, не требующей постобработки. Это экономит время и даёт тот самый «премиальный» визуальный эффект.
Вывод второй главы: Современная форма — это не полость в металле. Это термодинамический калькулятор, воплощённый в сплаве. Каждый миллиметр, каждый градус, каждый микрон шероховатости — это переменная в уравнении, решение которого — идеальная свеча.
Глава 3. Психология процесса: как правильный инструмент меняет сознание мастера
Экономический эффект от перехода на инженерную форму измерим. Но есть эффект более глубокий — психологический. Он меняет саму культуру производства.
До: Менталитет пожарного.
Мастер начинает день с тревоги. Каждая заливка — лотерея. Его внимание рассеяно, он постоянно ожидает подвоха от инструмента. Его энергия уходит не на создание, а на преодоление. Он ремесленник в худшем смысле слова — заложник обстоятельств и «кривых» рук (которые на самом деле просто работают с плохим инструментом). Стресс накапливается, выгорание наступает быстро. Профессия перестаёт приносить радость.
После: Менталитет инженера-конструктора.
Процесс стабилизируется. Форма становится предсказуемым, безотказным модулем. Мастер перестаёт о ней думать. Его сознание освобождается. Теперь он может сконцентрироваться на том, что он делает, а не на том, как справиться с капризным инструментом.
Он начинает экспериментировать с составами воска, потому что знает — результат не исказит кривая геометрия формы.
Он начинает вести статистику, строить графики эффективности, потому что процесс стал измеримым.
Он начинает думать о дизайне новой коллекции, а не о том, как доработать брак текущей.
Форма становится невидимой. А это высшая похвала для любого инструмента. Как не думают о работе двигателя, пока машина едет, так и мастер перестаёт думать о форме, когда она работает идеально. Он переключается с тактического выживания на стратегическое развитие.
Это рождает культуру качества на микроуровне. Когда брак становится не нормой, а ЧП, его причины начинают искать в других, более тонких сферах: в чистоте сырья, в технологии подготовки фитиля, в климат-контроле цеха. Производство взрослеет.
Глава 4. Практический выбор: инвестиция или постоянные издержки?
Перед каждым производителем встаёт дилемма.
Путь А: Экономия на точке входа. Купить дешёвую форму за 3 000 рублей. В первый месяц потерять на браке воска на 5 000 рублей. Через полгода выбросить форму, потому что геометрия «поплыла». Купить новую. Цикл повторяется. Годовая стоимость владения: 6 000 руб. (две формы) + 60 000 руб. (потери на браке и времени) = 66 000 рублей. И это без учёта стресса и недополученной прибыли.
Путь Б: Инвестиция в инфраструктуру. Купить инженерную форму за 25 000 рублей. Настроить процесс и снизить «налог на брак» до 1-3%. Форма служит 3-5 лет (десятки тысяч циклов). Годовая стоимость владения: 5 000 руб. (амортизация) + 5 000 руб. (минимальные потери) = 10 000 рублей.
Разница в 56 000 рублей в год на одну форму — это и есть цена выбора. Но главная разница не в деньгах, а в направлении движения. Первый путь закапывает бизнес в рутине исправления ошибок. Второй — высвобождает ресурсы для шлифовки продукта, упаковки, маркетинга, выхода на новые рынки.
Эпилог: Возвращаясь к истокам
Как делают свечи? В идеале — так, чтобы мастер мог полностью сосредоточиться на таинстве превращения воска в свет, аромата в атмосферу, замысла в предмет. Но это таинство возможно только тогда, когда технологическая база безупречна и невидима.
Производство начинается не с воска. Оно начинается с честного ответа на вопрос: «На чём я строю свой бизнес: на компромиссах или на расчёте?».
Выбор формы — это не выбор инструмента. Это выбор будущего. Будущего, где вы контролируете процесс, а не процесс контролирует вас. Где ваша энергия тратится на созидание, а не на борьбу. Где каждая свеча — не результат битвы с браком, а точное воплощение замысла.
Это и есть настоящее мастерство в XXI веке — не в умении победить плохой инструмент, а в мудрости выбрать совершенный.
